
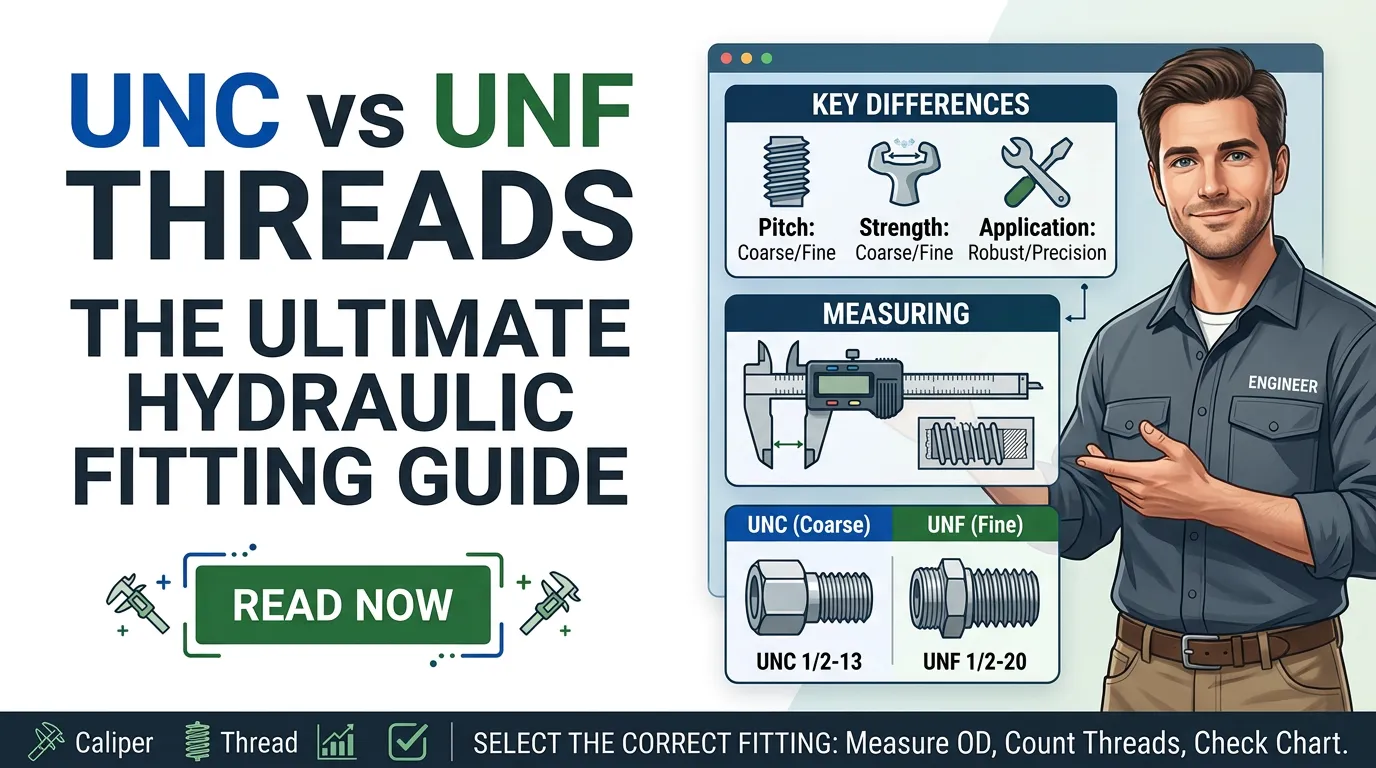
Every hydraulic hose assembly depends on one small detail that is easy to overlook: the thread. Whether you are connecting a hose end fitting to a cylinder port or selecting an adapter for a pump, thread type and size decide whether the joint holds pressure or fails under it. This is exactly where the confusion between UNC vs UNF threads comes in. Both belong to the same unified inch thread family, yet they behave differently once installed. A wrong thread selection can lead to leakage, a loose connection, cross-threading during assembly, vibration-related failure over time, and unplanned equipment downtime — all of which are costly on a factory floor or a construction site. This guide explains UNC and UNF threads in plain language, compares them directly, gives you a working thread chart, and connects the topic to real-world hydraulic hose fittings, hose end fittings, and adapter selection. What Are UNC and UNF Threads? UNC and UNF are both part of the unified inch screw thread system, standardised under ASME B1.1. This standard defines thread form, series, class, allowance, tolerance, and designation for inch-based fasteners and fittings used across the USA and in equipment manufactured to US thread specifications. UNC stands for Unified National Coarse and UNF stands for Unified National Fine. Both use the same 60-degree flank angle and are parallel (straight) threads, but they differ in pitch — the distance between adjacent threads — and in threads per inch (TPI). If you are unsure whether your fitting needs a UNC or a UNF thread, our team at hydraulic hose manufacturer in India can help you match the correct thread standard to your hose assembly before you place an order. What Is UNC? UNC thread meaning is straightforward: it is a coarse-pitch thread with fewer threads per inch compared to UNF for the same nominal diameter. This coarse pitch offers several practical advantages: Faster assembly, since fewer turns are needed to fully engage the thread Lower risk of cross-threading during installation, useful in field conditions or repeated assembly/disassembly Strong general-purpose fastening for everyday industrial applications Better tolerance to minor thread damage, dirt, or paint buildup Because of these traits, UNC threads are widely used across general industrial machinery, structural fastening, and equipment where speed of assembly and durability matter more than fine adjustment. What Is UNF? So, what is UNF? UNF thread meaning refers to a fine-pitch thread with a higher number of threads per inch for the same nominal diameter as its UNC counterpart. This finer pitch changes how the thread performs: Better holding strength in vibration-prone applications, since more threads are engaged per unit length Higher precision, making it suitable for fine adjustment and close-tolerance assemblies Increased tensile strength in thin-walled parts, since a shallower thread depth removes less material Common in equipment where loosening from vibration is a bigger risk than assembly speed UNF fittings are typically chosen where the equipment is exposed to continuous vibration, such as engine-mounted components, precision instruments, and certain hydraulic or pneumatic connections. UNC vs UNF Threads: Quick Difference Table Here is a side-by-side UNC vs UNF thread difference table covering the parameters that matter most for selection: Parameter UNC Threads UNF Threads Suitability Full Form Unified National Coarse Unified National Fine Both are part of the unified thread standard. Thread Pitch Coarse thread pitch Fine thread pitch UNC is suitable for faster assembly, while UNF offers greater precision. Threads Per Inch (TPI) Fewer threads per inch More threads per inch UNF has a higher TPI than UNC for the same nominal diameter. Assembly Speed Faster to assemble Slower but more precise UNC is preferred where quick installation and removal are required. Strength Per Thread Lower engagement per thread but strong overall Higher thread engagement UNF is suitable for applications requiring finer load distribution. Vibration Resistance Moderate resistance Better resistance to loosening UNF is generally preferred for vibration-prone equipment and assemblies. Cross-Threading Risk Lower risk Slightly higher risk if forced UNF threads require careful alignment during installation. Common Use General industrial fastening Precision and high-vibration assemblies Selection depends on the equipment design and operating conditions. UNC vs UNF Thread Chart A practical UNC thread chart and unf thread chart side by side makes it easier to identify the right designation quickly. Below is a unified thread size chart for some of the most commonly used sizes: Nominal Size UNC Designation UNF Designation 1/4 inch 1/4-20 UNC 1/4-28 UNF 5/16 inch 5/16-18 UNC 5/16-24 UNF 3/8 inch 3/8-16 UNC 3/8-24 UNF 1/2 inch 1/2-13 UNC 1/2-20 UNF Reading this UNC vs UNF thread chart: the first number is the nominal diameter, and the second number is the threads per inch (TPI). A higher TPI value always indicates a finer thread, which is why UNF designations carry a larger second number than their UNC equivalent at the same nominal size. UNC and UNF Threads in Hydraulic Hose Fittings Thread standards directly affect hydraulic hose fittings, hose end fittings, and adapters. UNC fittings and UNF fittings can appear on mounting bolts, gauge ports, adapter bodies, and certain equipment connection points, especially on machinery and components manufactured to US thread standards. Before installing or replacing a hose assembly, it is important to confirm whether the mating connection uses a unified inch thread (UNC/UNF) or another thread standard. Mismatched threads are one of the most common causes of on-site leakage and repeat maintenance calls. Our hose end fittings range is manufactured and sourced to match multiple thread standards, so that your hose assembly connects correctly the first time, without forcing an incompatible fit. Because thread compatibility is central to a leak-free hydraulic connection, industrial hose fittings and threaded hose fittings should always be checked against the port thread before crimping or assembly, not after. UNC vs UNF vs Other Thread Types UNC and UNF are not the only thread standards used in hydraulic systems. Depending on the equipment’s country of origin and application, you may also encounter: BSP (British Standard Pipe) — common across the UK,
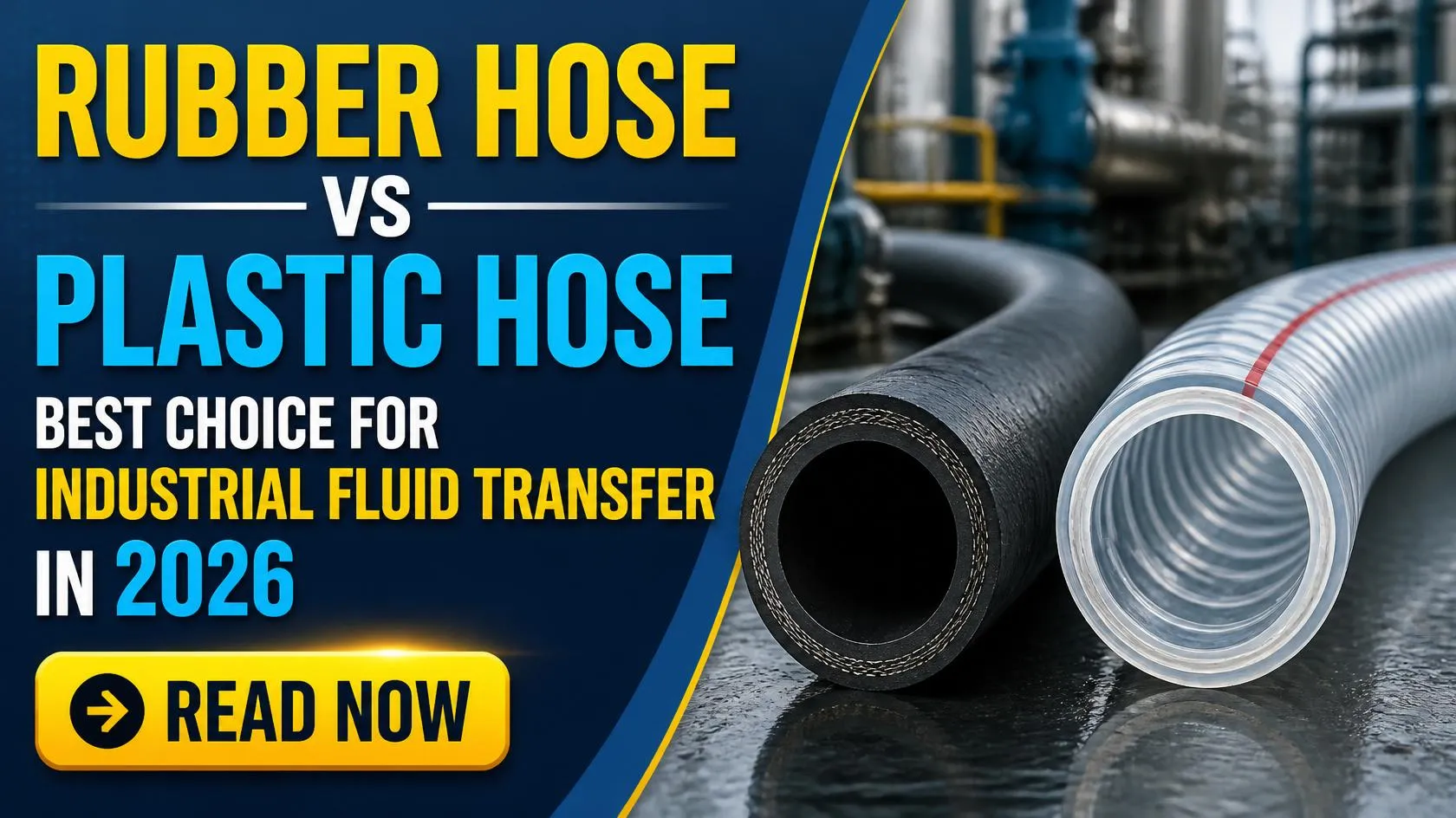
Rubber Hose vs Plastic Hose: Best Choice for Industrial Fluid Transfer in 2026
When selecting a hose for industrial operations, the material you choose directly impacts safety, performance, operational continuity, and long-term cost efficiency. The rubber hose vs plastic hose comparison is one of the most common dilemmas faced by plant managers, procurement teams, maintenance engineers, and industrial buyers across sectors ranging from manufacturing to mining. Both hose types serve fluid transfer needs — but they are not equal when it comes to heavy-duty industrial applications. Understanding the core differences helps you make informed purchasing decisions that prevent costly downtime, hose failure, and safety incidents on your shop floor or plant site. This guide provides a detailed, technical comparison to help industrial buyers, purchase managers, and engineers select the right hose material for their operational requirements. What Is a Rubber Hose? A rubber hose is a multi-layer fluid conveyance product engineered for demanding industrial environments. Its construction typically consists of three components: an inner tube made from a rubber compound compatible with the fluid being conveyed (such as NBR for oil, EPDM for steam, or NR for water), one or more reinforcement layers made of high-tensile textile braid or steel wire, and an outer cover designed to resist abrasion, weather, oil, and mechanical damage. This layered construction is what makes flexible rubber hoses capable of handling high pressures, extreme temperatures, aggressive chemicals, and continuous mechanical movement. Rubber hose industrial use spans hydraulic systems, compressed air lines, steam transfer, chemical handling, fuel and oil lines, slurry discharge, and many other critical process applications. Rubber hoses are available in a wide range of specifications — varying by inner diameter, pressure rating, temperature range, fluid compatibility, and reinforcement type — making them highly adaptable to diverse industrial requirements. What Is a Plastic Hose? Plastic hoses are generally manufactured from synthetic polymers such as PVC (polyvinyl chloride) or PU (polyurethane). They are lightweight, low-cost, and easy to handle, which makes them a popular choice for domestic, commercial, and light industrial applications. PVC hoses are widely used for garden watering, low-pressure air supply, domestic water supply, and general fluid transfer where operating conditions are mild. PU hoses offer better flexibility and abrasion resistance than standard PVC but still fall short of rubber hoses in demanding industrial environments. While plastic hoses are cost-effective for non-critical applications, they are not engineered to withstand the rigorous working conditions found in heavy-duty industrial plants, processing facilities, or construction sites. Rubber Hose vs Plastic Hose: Basic Difference The table below Summarises the key factors in this industrial hose material comparison: Factor Rubber Hose Plastic Hose Flexibility High — retains flex in heat/cold Medium — stiffens with age Pressure Handling Excellent — handles high pressure Limited — suited to low pressure Durability Strong in harsh environments Lower in demanding conditions Temperature Resistance Excellent (-40°C to 200°C+) Limited (often <70°C) Abrasion Resistance Strong — reinforced construction Moderate — surface wears faster Industrial Use Heavy-duty, multi-fluid Light/medium duty Life Span Longer service life Shorter in tough conditions Cost Higher initial investment Lower upfront cost Note: Performance values are indicative and vary by specific product grade and manufacturer specifications. Rubber Hose Advantages in Industrial Applications When evaluating rubber hose advantages, it is important to look beyond the initial price point and assess total operational value. Rubber hoses deliver measurable benefits across multiple performance parameters: Superior Flexibility: Rubber hoses maintain flexibility across a wide temperature range. Unlike plastic hoses that stiffen with age or in cold conditions, quality flexible rubber hoses retain their bend radius under continuous movement, vibration, and thermal cycling — making them suitable for dynamic connections on moving equipment. High Pressure Resistance: Rubber hoses constructed with multi-ply textile or steel wire reinforcement are engineered to safely handle high working pressures. This makes them the preferred choice for hydraulic systems, compressed air mains, and high-pressure fluid transfer where plastic hoses would be inadequate and unsafe. Exceptional Durability: Rubber hose durability is a direct result of the material’s resistance to physical wear, UV exposure, ozone, and mechanical fatigue. Rubber hoses hold up under continuous heavy-duty use where plastic alternatives degrade rapidly, leading to premature failure. Strong Abrasion Resistance: Industrial environments involve dragging, rubbing, and rough surface contact. The outer covers of industrial rubber hoses are compounded specifically to resist abrasion, cutting, and surface wear — extending service life considerably over unprotected plastic hoses. Broad Fluid Compatibility: Rubber hoses are available with inner tube compounds suitable for oil, fuel, air, water, steam, chemicals, slurry, and many aggressive fluids. The inner tube compound is selected to match the conveyed medium, preventing chemical degradation and contamination. Temperature Range Performance: Industrial rubber hoses are designed to operate reliably across extreme temperatures — from sub-zero cold storage environments to high-temperature steam lines. Plastic hoses typically lose structural integrity above 60-70°C, making them unsuitable for high-temperature applications. Longer Service Life: Due to their robust construction and material properties, rubber hoses generally last significantly longer than plastic hoses in industrial service. This reduces replacement frequency, procurement costs, and planned maintenance downtime. Safer for Heavy-Duty Use: Rubber hose performance under pressure, combined with its reinforcement layers, makes it inherently safer than plastic alternatives in high-stakes industrial environments. Catastrophic hose failure in a plant setting can cause serious injury, environmental contamination, and production losses. Also Read: Industrial hose testing methods — understanding how hoses are pressure-tested and certified. Plastic Hose Disadvantages You Should Know While plastic hoses serve a purpose in light-duty applications, they come with significant limitations that make them unsuitable for most heavy industrial fluid transfer scenarios. Key plastic hose disadvantages include: Lower pressure capacity — most PVC hoses are rated for very low working pressures, making them unsafe for hydraulic, pneumatic, or high-flow industrial systems Heat-induced cracking — plastic hoses become brittle and crack when exposed to sustained heat, sunlight, or extreme cold cycling, which is common in outdoor plant environments Progressive loss of flexibility — PVC hoses harden and lose flexibility over time, especially in colder temperatures, increasing the risk of cracking at bends and fittings Limited chemical resistance — standard
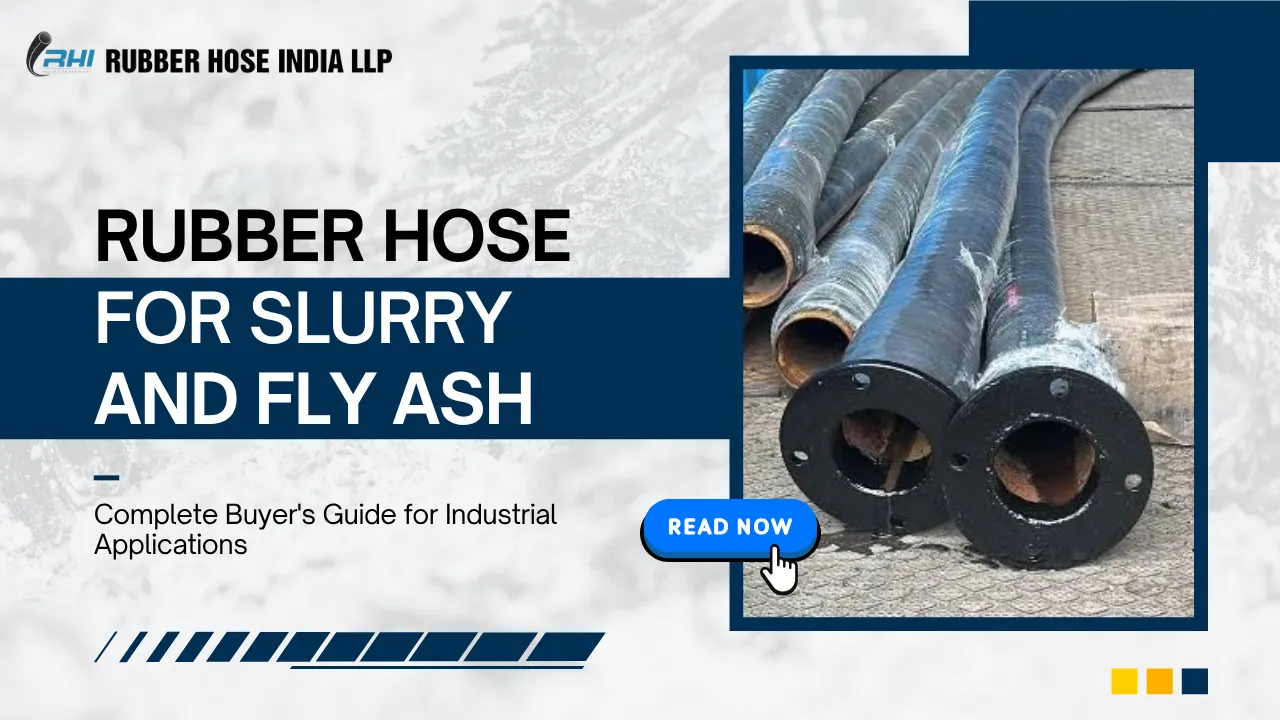
Rubber Hose for Slurry and Fly Ash: Complete Buyer’s Guide for Industrial Applications
Choosing the right rubber hose for slurry and fly ash is one of the most critical decisions for plant engineers, procurement managers and OEM buyers. These hoses operate in some of the most demanding industrial environments — carrying abrasive fly ash particles, heavy cement slurry and mining slurry that can wear out inferior hoses within weeks. This guide covers everything you need to know about selecting the right hose, understanding its key features and evaluating suppliers in India. What Is a Rubber Hose for Slurry and Fly Ash? A rubber hose for slurry and fly ash is a specially designed industrial hose built to handle the transfer of abrasive, semi-fluid materials in demanding process environments. Unlike standard water or air hoses, these hoses are engineered to withstand continuous contact with particles that cause rapid internal wear. The most common applications include: Slurry transfer in cement manufacturing and mineral processing Fly ash handling in thermal power plants and cement batching units Cement slurry movement in construction, ready-mix plants and grouting applications Mining slurry transfer in mines and ore processing facilities Abrasive material handling across industrial bulk transfer systems A fly ash rubber hose is specifically designed for the fine, dusty and abrasive nature of fly ash — a byproduct of coal combustion. A slurry rubber hose, on the other hand, is built for wet, heavy-solid mixtures like cement slurry or mineral slurry. A cement slurry hose combines the demands of both — pressure handling and abrasion resistance together. Material handling rubber hose covers a broader category, including granules, dry powders, bulk solids and abrasive media across industries like steel, chemicals and construction. Why Normal Rubber Hoses Fail in Slurry and Fly Ash Applications Many plant operators make the costly mistake of using general-purpose hoses in slurry and fly ash lines. The result is predictable: premature failure, frequent shutdowns and unexpected replacement costs. Here are the main reasons normal rubber hoses are not suitable for these applications: Abrasion from fly ash and cement particles: Fine ash and hard cement particles continuously grind the inner tube surface, causing wall thinning and eventual puncture. A rubber hose for abrasive material must have a thick, wear-resistant inner tube to survive this environment. High pressure during material transfer: Slurry transfer often involves elevated discharge pressures. Hoses without suitable reinforcement collapse, kink or burst under this load. Continuous bending and movement: Equipment vibration and flexible routing cause repeated bending stress. Hoses with stiff or poor construction crack at bend points. Improper hose selection: Using a water hose for slurry duty, for example, leads to rapid inner tube degradation — the rubber compound is simply not formulated for solid particle media. Poor inner tube quality: Low-grade rubber compounds lack the hardness and abrasion resistance needed. An abrasion resistant rubber hose uses specifically compounded NR, SBR or NR/SBR blends with higher hardness ratings. Wrong reinforcement: Inadequate textile or wire reinforcement layers allow the hose to deform under pressure, accelerating inner tube failure. Temperature and chemical exposure: Fly ash and cement environments may involve elevated temperatures or mild chemical contact. Without EPDM or suitable compound selection, the hose degrades faster. Incorrect installation: Tight bends, improper clamp tightening and misaligned fittings create stress concentration points that shorten even a heavy duty cement hose lifespan significantly. Key Applications of Slurry and Fly Ash Rubber Hose Fly Ash Transfer in Cement Plants Fly ash is produced in large quantities at thermal power plants and is a key supplementary material in cement manufacturing. A fly ash rubber hose is used in ash extraction lines, pneumatic ash transfer systems and cement batching plants where fly ash is conveyed as a fine dry or semi-wet material. These hoses must resist fine particle abrasion and static buildup while maintaining flexibility for equipment connection. In cement batching plants, fly ash rubber hoses connect silos to mixers and blending units. The hose must handle both vacuum and positive pressure during material conveying. Cement Slurry Transfer A cement slurry hose is used wherever wet cement mix or cement grout needs to be pumped through flexible connections. Applications include construction grouting, concrete pumping lines, shotcrete operations and industrial cement injection. Cement slurry is dense, heavy and highly abrasive — requiring a hose with a combination of strong pressure handling and wear resistance. Industrial slurry movement in water treatment, filtration and process industries also uses similar hose constructions where thick fluid with suspended solids needs to pass through flexible piping. Mining Slurry Transfer Mining operations generate slurry constantly — in ore washing, mineral separation, tailings disposal and concentrate transfer. A mining slurry hose must handle coarse abrasive particles suspended in water or chemical solutions under high pressure. Steel wire reinforcement is common in mining hose constructions to handle both abrasion and surge pressures during pumping. Abrasive slurry transfer in mining requires hoses with thick inner tubes, often 6–10 mm or more, specifically to absorb the grinding action of hard minerals. Industrial Material Handling A material handling rubber hose is used for bulk powder, granules, pellets and other dry or semi-dry abrasive media across process industries. This includes lime powder transfer, sand blasting media, grain handling, plastic pellet conveying and industrial mineral transfer. The key requirement here is a smooth inner lining that reduces friction while resisting wear from particle impact. Heavy-Duty Cement Plant Applications Cement plants represent one of the most demanding environments for any industrial hose for cement plant. From raw material grinding areas to kiln feed lines, fly ash blending stations and finished product dispatch systems, hoses face a combination of heat, abrasion, pressure and chemical exposure. A heavy duty cement hose is used across all these stations — connecting fixed pipework to mobile equipment, pumps, blowers and conveyors. Important Features of a Good Rubber Hose for Slurry and Fly Ash Not all hoses marketed as “slurry grade” offer the same performance. Here are the features buyers should specifically evaluate: Abrasion-resistant inner tube: The inner tube is the most critical component. A quality abrasion resistant rubber hose uses NR/SBR

Flexible Hose vs Rigid Pipe: Which Industrial Fluid Transfer Solution Is Better?
When it comes to industrial fluid transfer, one of the most debated decisions is choosing between a flexible hose vs rigid pipe. On the surface, it sounds simple. But the wrong choice can cost you money, downtime, and in worst cases — safety incidents. Plant managers, maintenance engineers, and procurement teams deal with this question constantly. Should you run a fixed metal pipe through your facility? Or install a flexible hose that can move, bend, and adapt? The answer depends on your specific application — and this guide will help you make the right call. We’ll look at how each option performs across installation, vibration handling, maintenance, pressure, temperature, and total cost of ownership. What Is a Flexible Hose? A flexible hose is a type of conduit designed to carry fluids, gases, or semi-solids while allowing movement, bending, and repositioning. Unlike rigid piping, flexible hoses can absorb vibration, accommodate misalignment, and be routed through tight or complex spaces without the need for multiple joints or elbows. Common types of flexible hoses used in industry include: Rubber Hoses — Made from natural or synthetic rubber, these Rubber Hoses are widely used for water, air, oil, and chemical transfer. They are lightweight, easy to handle, and available in a wide range of pressure ratings. Hydraulic Hoses — Reinforced with steel wire braiding or spiral layers, hydraulic hoses are built for high-pressure fluid transfer in hydraulic systems. They are a staple in construction equipment, presses, and manufacturing lines. Composite Hoses — These use multiple layers of film, fabric, and wire to handle aggressive chemicals, fuels, and solvents. They are common in petrochemical and marine applications. Thermoplastic Hoses — Made from synthetic thermoplastic materials, these hoses offer high pressure resistance combined with flexibility and light weight. They are preferred where rubber may degrade due to chemical exposure. In flexible piping systems, hoses replace rigid piping segments wherever movement, vibration, or periodic disconnection is needed. They are connected using hose fittings, couplings, clamps, or crimp ends depending on the application and pressure requirement. What Is a Rigid Pipe? A rigid pipe is a fixed conduit made from metal or hard plastic, used to carry fluids from one point to another along a permanent, unchanging route. Once installed, rigid pipes do not flex or move. They are cut to length, joined with welding, threading, or flanges, and fixed to structures using supports and brackets. Common materials for rigid industrial piping include: Carbon Steel Pipes — Standard choice for general industrial use, water, steam, and oil. Cost-effective and strong. Stainless Steel Pipes — Used where corrosion resistance is critical — food processing, chemicals, pharmaceuticals, and marine environments. Cast Iron Pipes — Found in older installations for drainage and low-pressure water lines. Copper Pipes — Used in HVAC systems and domestic water supply. PVC/CPVC Pipes — Non-metallic rigid pipes for chemical handling, water treatment, and drainage at lower pressures and temperatures. Rigid piping forms the backbone of most permanent industrial piping systems — main headers, distribution lines, plant-wide fluid networks, and long-distance runs. Flexible Hose vs Rigid Pipe: Quick Comparison Table Parameter Flexible Hose Rigid Pipe Flexibility High — bends and moves freely None — fixed and static Installation Time Fast — minimal fittings needed Slow — requires cutting, welding, threading Vibration Handling Excellent — absorbs vibration naturally Poor — vibration causes stress and cracking Space Adjustment Easy to reroute or reposition Difficult — requires cutting and re-welding Maintenance Easy — quick removal and replacement Labour-intensive — more downtime Durability Good — degrades with UV, heat, and chemicals over time Very high — lasts decades if properly installed Initial Cost Lower Higher — labour + materials Pressure Handling Very high — hydraulic hoses rated up to 700 bar Very high for thick-wall metal pipes Temperature Resistance Moderate to high — depends on material Very high for metal pipes Best Applications Moving equipment, vibration zones, quick connects Long fixed runs, high-temp steam, plant headers Flexible Hose Advantages One of the main reasons industries switch from rigid piping to flexible hoses is the sheer number of practical advantages they offer in real-world conditions. Easy and Fast Installation Hose installation benefits start from day one. Flexible hoses arrive pre-assembled or are assembled on-site with basic tools. They do not need welding, pipe threading machines, or large installation crews. A single technician can often complete a hose connection in minutes. This speed matters during initial construction and, more importantly, during shutdowns. Every hour of downtime costs money. A hose that can be replaced in 15 minutes versus a pipe section that requires hours of work is a significant operational advantage. Superior Vibration Absorption Vibration is one of the leading causes of pipe fatigue and failure in industrial plants. Pumps, compressors, engines, and motors generate constant vibration that travels through rigid pipe joints and welds, gradually weakening the system. Flexible hoses absorb and isolate this vibration naturally. This reduces stress on connected equipment, fittings, and structural supports — extending the overall life of the system. Accommodates Movement and Misalignment Machines move. Thermal expansion causes pipes to grow and contract. Pumps and tanks shift slightly over time. Rigid pipes cannot accommodate this movement without complex expansion loops, bellows, or sliding joints — all of which add cost and potential failure points. Flexible hoses handle angular misalignment, lateral offset, and axial movement without any special provisions. This makes them ideal for connecting rotating equipment, heat exchangers, and any installation where exact alignment is difficult to guarantee. Less Fittings, Elbows, and Joints In complex routing situations, rigid pipe requires multiple elbows, tees, reducers, and flanges to navigate around obstacles. Each fitting is an additional potential leak point and adds to installation time and cost. A single flexible hose can often replace a series of rigid pipe sections and fittings, reducing the total number of joints in the system — and the number of places where things can go wrong. Ideal for Compact and Confined Spaces Flexible hoses bend and route through spaces where rigid pipe

Rubber Hose Storage: Complete Guide to Storage Conditions, Shelf Life & Maintenance
Industrial rubber hoses are workhorses. They carry water, steam, chemicals, air, fuel, and hydraulic fluid across some of the most demanding environments in the world. But even the highest-quality hose will fail prematurely if it is stored incorrectly. Many industrial facilities lose thousands of rupees every year due to preventable hose failures — failures caused not by operational stress, but by poor storage. A hose that sat in direct sunlight for six months, or was stacked under heavy equipment, or stored near an ozone-generating motor, can lose structural integrity before it ever sees a single day of active use. This guide is designed for industrial buyers, warehouse managers, plant managers, maintenance engineers, procurement teams, and factory owners who want to protect their rubber hose investments. It covers everything from rubber hose storage conditions and shelf life to ageing prevention, maintenance during storage, and practical care tips. Whether you manage a small workshop or a large industrial facility, following these hose storage best practices will help you extend service life, reduce safety risks, lower replacement costs, and ensure your hoses perform exactly as expected when you need them most. What Is Rubber Hose Storage and Why Is It Important? Quick Answer Rubber hose storage refers to the controlled process of preserving unused or spare rubber hoses in conditions that prevent physical damage, chemical degradation, and premature ageing. Proper storage directly determines how long a hose lasts and how safely it performs when put into service. Rubber hoses are used across industries including oil and gas, chemicals, pharmaceuticals, agriculture, construction, mining, food processing, and manufacturing. These hoses are manufactured from natural or synthetic rubber compounds — materials that are sensitive to heat, UV radiation, ozone, moisture, and mechanical stress. When a hose is not in active use, it enters a storage phase. How it is stored during this period determines whether it arrives at the point of installation in peak condition or already damaged. Storage is not a passive activity — it is an active part of industrial hose lifecycle management. Why Proper Storage Matters for Industrial Hoses Improper rubber hose storage has real, measurable consequences: Safety Risks: A hose weakened during storage may fail under pressure, causing leaks, bursts, or workplace accidents. Productivity Loss: Unexpected hose failure causes unplanned downtime, halting production lines or critical operations. Higher Maintenance Costs: Replacing hoses that failed due to poor storage means avoidable expenditure on materials and labour. Equipment Damage: A leaking or burst hose can damage connected machinery, valves, and fittings. Regulatory Non-Compliance: In industries handling hazardous materials, a failed hose can trigger environmental incidents and regulatory penalties. Proper storage is not just a logistical detail — it is a safety and financial imperative. Industrial Hose Storage Guidelines Every Facility Should Follow The following guidelines form the foundation of effective industrial hose storage: Clean Before Storage: Remove all residual media from the hose interior. Flush with clean water or an appropriate solvent, then dry completely. Store Indoors: Always store rubber hoses in covered, indoor facilities. Outdoor storage exposes hoses to UV radiation, temperature extremes, and moisture. Protect from UV Light: Ultraviolet radiation from sunlight breaks down rubber polymer chains. Use opaque bags, covers, or packaging to block UV exposure. Ensure Good Ventilation: The storage area must be well-ventilated to prevent moisture buildup, but airflow should not carry chemical fumes or ozone-heavy air. Keep Away from Chemicals: Do not store hoses near solvents, oils, acids, alkalis, or fuels. Chemical vapours can penetrate rubber and cause swelling or degradation. Avoid Mechanical Stress: Do not fold, kink, or crush rubber hoses during storage. Keep them in natural coiled shapes without sharp bends. Handle Carefully: When moving hoses, avoid dragging them on rough surfaces. Use proper handling equipment to prevent abrasion or impact damage. Ideal Rubber Hose Storage Conditions Ideal Rubber Hose Storage Conditions Rubber hoses should be stored indoors at a temperature between 10°C and 25°C, with relative humidity below 70%, away from direct sunlight, ozone sources, and chemical fumes. The storage area should be clean, dry, dark, and well-ventilated. Here are the specific environmental conditions recommended for rubber hose storage: Temperature: Maintain between 10°C and 25°C (50°F to 77°F). Avoid areas near furnaces, boilers, or air conditioning units that blow hot or cold air directly on hoses. Humidity: Keep relative humidity below 70%. High humidity accelerates oxidation and promotes mould or corrosion on metal fittings. Light: Store in a dark environment or use opaque wrapping. Both UV and visible light can initiate photochemical degradation in rubber. Ozone: Keep hoses far from electric motors, generators, welding equipment, and fluorescent lighting — all of which generate ozone. Ozone causes surface cracking in rubber compounds. Dust & Contaminants: Seal hose ends with end caps or plugs to prevent dust, insects, or moisture from entering the bore. Ventilation: Good air circulation prevents condensation, but avoid areas with strong industrial fumes or chemical vapours. How to Store Rubber Hoses Correctly Follow these seven steps to store rubber hoses properly and extend their service life: Inspect Before Storage: Check the hose for cuts, abrasions, blisters, swelling, cracks, or damaged fittings. Do not store hoses that show signs of damage — tag them for evaluation or replacement. Clean the Hose: Flush the interior thoroughly with clean water or an appropriate cleaning agent. Wipe the exterior. Remove any residue of the media it was carrying. Dry Completely: Allow both the interior and exterior to dry completely before storage. Moisture trapped inside the hose or beneath fittings leads to corrosion and rubber degradation. Use compressed air if needed. Coil Without Sharp Bends: Coil hoses in large, natural loops. The coil radius should be at least 8–12 times the hose’s outer diameter. Avoid figure-eight bends, kinking, or folding. Store on Racks or Hangers: Place coiled hoses on purpose-built hose racks, pegs, or hangers. Do not store hoses directly on the floor, concrete surfaces, or under heavy objects. Racks allow air circulation and prevent compression. Label Properly: Attach labels showing the hose type, size, material, date

Low Quality Rubber Hose: Warning Signs, Safety Risks, Inspection Guide & Buying Tips (2026)
Industrial hoses are the circulatory system of modern manufacturing. They carry steam, chemicals, hydraulic fluid, compressed air, and countless other media through facilities where failure is simply not an option. Yet every year, plants across India and the world suffer costly downtime, equipment damage, and serious worker injuries — all traceable to a single root cause: low quality rubber hose. The problem is not just about price. A substandard hose can look perfectly acceptable on the shelf. It can carry a recognisable brand name, come wrapped in professional packaging, and sit alongside certified products in a distributor’s warehouse. The difference only becomes visible when the hose is under pressure, temperature, or chemical stress — by which point, replacement costs pale in comparison to the human and operational consequences. This guide is designed for factory owners, plant managers, maintenance engineers, and procurement teams who cannot afford to get hose selection wrong. By the end, you will know exactly how to spot poor quality rubber hose signs, conduct a professional industrial hose quality check, identify rubber hose failure signs before they become emergencies, and buy with confidence from suppliers who stand behind their products. What Is a Low Quality Rubber Hose? A low quality rubber hose is any hose that fails to meet the physical, chemical, or dimensional specifications required for its intended application — either due to inferior raw materials, poor manufacturing processes, inadequate quality control, or outright counterfeiting. Specifically, a substandard hose may suffer from one or more of the following deficiencies: Inferior rubber compound — recycled, adulterated, or incorrectly formulated rubber that degrades rapidly under heat, pressure, or chemical exposure. Weak or missing reinforcement — thin, poorly braided, or missing textile or wire reinforcement layers that cannot sustain rated working pressures. Inconsistent wall thickness — uneven extrusion that creates structural weak points along the hose body. Poor bonding between layers — inadequate vulcanisation or adhesion that causes delamination under flexing or thermal cycling. Non-compliant fittings — end connections that are not crimped to specification, leaving the joint prone to pull-out or leakage. Missing or falsified certifications — products claiming IS, ISO, or application-specific standards they were never tested against. The global industrial hose market is projected to exceed USD 5 billion by 2027, and rapid growth in demand — particularly in emerging markets — has created fertile ground for substandard and counterfeit products. Understanding what separates a genuine, high-performance hose from a dangerous substitute is no longer optional knowledge for serious industrial buyers. Why Hose Quality Matters in Industrial Applications When evaluating hose material quality, most buyers focus on upfront price. This is the wrong calculation. The true cost of a hose includes its expected lifespan, maintenance frequency, and the financial and human risk of failure. Consider these dimensions: Safety. A burst hose carrying steam at 180°C or hydraulic fluid at 350 bar can cause catastrophic injuries. Hose failure is consistently among the top causes of workplace accidents in fluid-handling industries. Productivity. Unplanned hose replacements cause line stoppages. In a continuous-process plant — cement, chemicals, petrochemicals — even one hour of unplanned downtime can cost lakhs of rupees. Equipment lifespan. A leaking hose that contaminates lubricants, hydraulic systems, or process fluids damages downstream equipment. The hose failure is frequently the smallest part of the total repair bill. Regulatory compliance. Many industries — pharmaceuticals, food processing, refineries — operate under strict statutory requirements for hose construction, materials, and testing. A non-compliant hose is not merely a quality risk; it is a legal liability. Environmental impact. Chemical or oil leaks caused by hose failure can trigger environmental compliance violations, remediation costs, and reputational damage that far outweigh any saving on hose procurement. Suppliers like Rubber Hose India LLP, one of India’s established industrial hose manufacturers, consistently emphasise that quality hoses are not a cost centre — they are an investment in operational continuity. 10 Common Poor Quality Rubber Hose Signs Knowing poor quality rubber hose signs is the first line of defence. Train your maintenance teams to recognise these indicators on every hose they handle. Surface Cracking and Crazing Fine cracks on the outer cover — especially when the hose is flexed — indicate rubber degradation from UV exposure, ozone attack, or simply inferior compound formulation. Quality hose covers resist cracking under normal bending. Weak or Sparse Reinforcement Hold the hose up to a strong light. In a well-made hose, you should see a dense, even reinforcement braid or spiral. Thin, gappy, or asymmetric reinforcement is a clear sign of cost-cutting. Uneven Wall Thickness Squeeze the hose firmly along its length. Any section that compresses significantly more easily than adjacent sections has insufficient wall thickness — a structural weak point waiting to fail. Premature Hardening Rubber compounds that harden, lose flexibility, and become brittle within months of service are using inferior or incorrectly cured compound. Quality hoses retain flexibility throughout their rated service life. Soft Spots and Blistering Localised soft areas indicate internal delamination or chemical attack. Blisters on the outer cover signal that trapped gases or fluids are migrating through failing layer bonds. Bulging Under Pressure A hose that visibly swells or distorts during normal operating pressure has inadequate reinforcement. This is a pre-burst warning sign that demands immediate replacement. Poor Fitting Attachment Wiggle the end fittings. Any movement, looseness, or visible gaps between the fitting and hose body indicates improper crimping or incorrect ferrule selection — a common rubber hose defect in low-cost assemblies. Visible Leakage Any seepage, weeping, or spray from the hose body or end connections is unacceptable and constitutes a failure condition. Even minor leaks will escalate. Delamination Peel back a section of damaged outer cover. If the inner layers separate easily or show air pockets between them, the hose has delaminated — a manufacturing defect that makes the hose structurally unreliable. Excessive Abrasion Damage A hose that shows deep abrasion cuts within its first few months of service has an inadequate outer cover compound. Premium hose covers are formulated to resist the specific abrasion
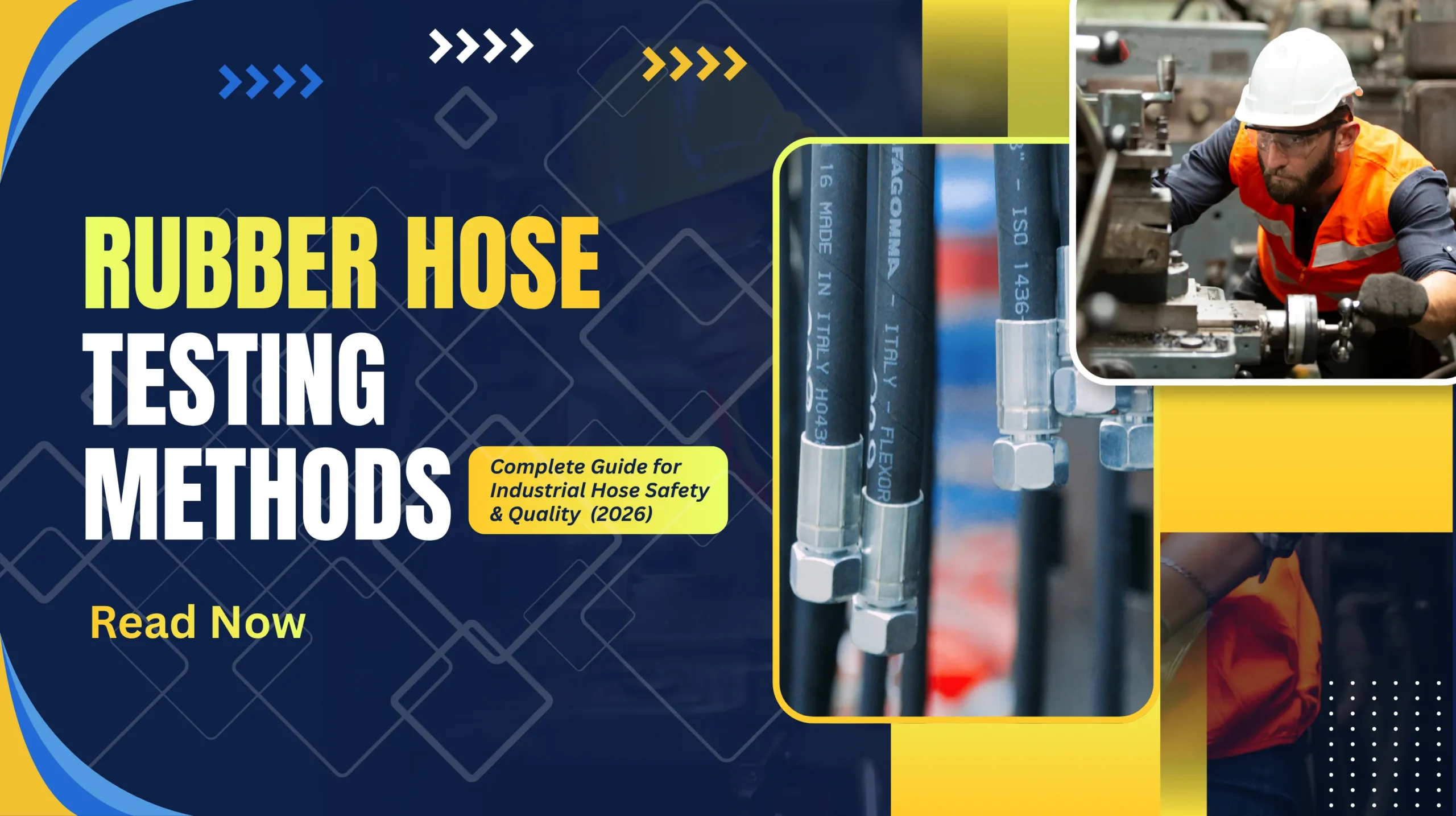
Rubber Hose Testing Methods: Complete Guide for Industrial Hose Safety & Quality (2026)
What Are Rubber Hose Testing Methods? Rubber hose testing methods are a set of standardized procedures used to evaluate the safety, quality, durability, and performance of industrial rubber hoses. These tests include pressure testing, burst pressure testing, leakage testing, dimensional checks, and durability assessments. The goal is to ensure that every hose meets industry standards before it is deployed in critical industrial applications. Whether you are a factory owner, procurement manager, or maintenance engineer, understanding rubber hose testing is not optional — it is essential for workplace safety and operational efficiency. What Is Rubber Hose Testing? Rubber hose testing is the systematic evaluation of a hose’s ability to handle pressure, resist leakage, and perform safely under real-world operating conditions. It covers both the internal material quality and external mechanical performance of the hose. Think of it this way: a rubber hose used in a chemical plant carries corrosive fluids at high pressures. If that hose fails — even once — it can cause injury, production downtime, and enormous financial losses. Rubber hose testing is the safety net that prevents such failures before they happen. Industrial hose testing is conducted at multiple stages: During manufacturing (in-process quality control) Before shipment (final quality assurance) On-site before installation (incoming inspection) During scheduled maintenance (periodic field testing) Each stage catches different types of defects and ensures that only reliable hoses reach your facility. Why Industrial Hose Testing Is Important Many industrial accidents are caused by hose failures — sudden bursts, slow leaks, or structural collapses under vacuum. These are not random events. They are preventable with proper industrial hose testing. Here is why hose testing matters: Worker Safety: A bursting hose carrying steam, chemicals, or high-pressure hydraulic fluid can cause severe injuries. Regular testing prevents catastrophic failure. Regulatory Compliance: Industries like oil & gas, pharmaceuticals, food processing, and chemicals are governed by strict safety standards. Tested hoses help you remain compliant. Reduced Downtime: An untested hose that fails mid-operation can halt an entire production line. Tested hoses are more reliable and reduce unplanned shutdowns. Cost Savings: Replacing a failed hose after an accident is far more expensive than testing it beforehand. Preventive testing is always the smarter investment. Product Quality Protection: In food, beverage, and pharmaceutical sectors, hose failures can contaminate the product — leading to recalls and liability. Simply put, rubber hose quality testing is not just a technical requirement — it is a business necessity. Common Rubber Hose Testing Methods There are several widely used rubber hose testing methods, each designed to assess a specific performance parameter. Here is a quick overview: Testing Method What It Measures Hydrostatic Pressure Test Hose ability to withstand internal pressure Burst Pressure Test Maximum pressure before hose failure Leakage Test Seal integrity and joint connections Vacuum Test Hose resistance to collapse under suction Bend Radius Test Flexibility without kinking Dimensional Check Wall thickness, bore diameter, length Adhesion Test Bond strength between hose layers Impulse Test Repeated pressure cycling endurance Heat Aging Test Performance after thermal exposure Chemical Resistance Test Compatibility with specific fluids Each of these plays a distinct role. Together, they form a comprehensive rubber hose testing procedure that covers all possible failure modes. Rubber Hose Pressure Test Process The rubber hose pressure test is the most fundamental and widely used test in industrial hose inspection. It verifies that a hose can safely handle its rated working pressure without deformation, leakage, or failure. How It Is Done Step 1 — Prepare the Hose Seal both ends of the hose using test plugs or end caps. Make sure no air is trapped inside — air is compressible and poses an explosion risk during pressure testing. Step 2 — Fill with Test Fluid Fill the hose completely with water or another non-compressible fluid. Purge all air bubbles carefully. Step 3 — Apply Pressure Gradually Using a hydraulic pump or pressure testing unit, slowly increase the internal pressure to the specified test pressure — typically 1.5× to 2× the working pressure, depending on the standard applied. Step 4 — Hold the Pressure Maintain the test pressure for a specified duration — usually 1 to 5 minutes. Watch for any drop in gauge pressure, which indicates a leak. Step 5 — Inspect the Hose After the hold period, visually inspect the hose for bulges, leaks, sweating, or deformation. Any anomaly is a failure. Step 6 — Document the Results Record the pressure applied, duration, and inspection findings. This documentation is critical for traceability and compliance. The rubber hose pressure test is non-destructive when done correctly, allowing the tested hose to be placed into service afterward. Hose Burst Pressure Test Explanation The hose burst pressure test is a destructive test — meaning the hose is intentionally pressurized until it fails. This test determines the maximum pressure a hose can withstand before catastrophic rupture. Why It Matters The burst pressure rating is typically 4× the maximum working pressure. This “safety factor” provides a large margin for pressure spikes, aging, and unexpected conditions. If a hose fails at a burst pressure lower than expected, it indicates a manufacturing defect or material degradation. How the Burst Test Works The hose is fitted with sealed end caps and filled with water. Pressure is increased slowly and continuously. The exact pressure at which the hose ruptures is recorded. This value is compared against the manufacturer’s rated burst pressure. A hose that bursts below its rated burst pressure fails the test and cannot be used. The burst pressure data is also used to set safe working pressure limits for an entire production batch. Hose Leakage Test and Safety Checks The hose leakage test focuses on detecting any loss of fluid or gas through the hose body, fittings, or connections. Even a small leak can cause safety hazards, environmental contamination, or system pressure loss. Types of Leakage Tests Hydrostatic Leakage Test: The hose is pressurized with water and inspected for external seepage. This is the most common approach. Pneumatic Leakage Test: The hose is pressurized with

Indian vs Imported Rubber Hoses: Which One Is Better for Industrial Use?
When procurement teams, factory managers, and maintenance engineers sit down to choose rubber hoses for their operations, one question comes up almost every time: should we go with Indian rubber hoses or imported ones? It is not a simple answer. The decision involves cost, quality, lead time, standards compliance, after-sales support, and how well the hose holds up in real working conditions. Whether you are running a hydraulic system, managing a chemical plant, or maintaining heavy construction machinery, choosing the wrong rubber hose can lead to failures, downtime, and serious safety risks. This guide provides a detailed, practical comparison of Indian vs imported rubber hoses to help you make an informed decision for your specific industrial application. What Are Rubber Hoses Used For in Industries? Rubber hoses are a critical component across nearly every major industry. Their flexibility, pressure-handling capacity, and compatibility with different fluids make them irreplaceable in: Hydraulic systems in machinery, presses, and heavy equipment Oil and gas transfer including fuel lines, suction hoses, and discharge lines Chemical handling where specific inner tube materials resist corrosive fluids Water and slurry transfer in construction, mining, and agriculture Compressed air lines in factories, workshops, and pneumatic tools Steam and hot fluid transfer in refineries and food processing units Agricultural irrigation and pesticide spraying systems OEM assemblies in automotive, defence, and industrial manufacturing Given such wide application, the quality and specifications of a rubber hose directly affect system efficiency, safety, and operational life. Indian vs Imported Rubber Hoses: Quick Overview Indian rubber hoses are manufactured domestically by companies based across major industrial hubs like Mumbai, Pune, Ahmedabad, Chennai, and Hyderabad. These manufacturers use locally sourced and imported raw materials and produce hoses to both Indian Standards (IS) and international standards (ISO, SAE, EN). Imported industrial hoses typically originate from countries like China, Germany, the United States, South Korea, Italy, and Japan. They are procured either directly from the manufacturer or through Indian importers and distributors. The core difference is not just geography — it is about production standards, pricing structures, supply chain flexibility, customization capabilities, and suitability for Indian operating environments. Rubber Hose Quality Comparison: Indian vs Imported This is where buyers often have the most questions. Let us break down the rubber hose quality comparison across key performance parameters: Material Quality Top-tier Indian rubber hose manufacturers now use premium-grade synthetic rubbers including EPDM, NBR, SBR, Neoprene, and Hypalon — the same base materials used in high-end imported hoses. Material quality depends on the manufacturer, not just the country of origin. Reinforcement Both Indian and imported hoses use textile braiding, wire braiding, and spiral wire reinforcement. European and American brands often have tighter reinforcement tolerances, which can matter in ultra-high-pressure applications. However, leading Indian manufacturers have closed this gap significantly. Pressure Rating Imported hoses from premium brands may offer more consistent pressure ratings across batches. Indian manufacturers producing to SAE or EN standards are highly competitive in the standard working pressure range (up to 400 bar), which covers the vast majority of industrial needs. Flexibility and Bend Radius Both origins can produce flexible hoses with appropriate minimum bend radii. Flexibility is more a function of hose design and compound selection than country of manufacture. Abrasion and Temperature Resistance Imported hoses from specialized manufacturers sometimes offer superior abrasion-resistant outer covers or extreme-temperature formulations. Indian manufacturers offer competitive options for standard temperature ranges (-40°C to +150°C) common in Indian industrial environments. Chemical Compatibility Specialized chemical hoses for aggressive media — concentrated acids, chlorinated solvents, specialty gases — are an area where certain imported brands have long-established formulations. Indian manufacturers offer excellent chemical hoses for common industrial applications, with options for specialized requirements growing rapidly. Service Life Service life depends on proper hose selection, installation, and Hose Maintenance — not just the brand or origin. An incorrectly selected imported hose will fail faster than a correctly specified Indian hose. Imported Rubber Hose vs Indian Rubber Hose: Major Differences Here is a structured breakdown of the major differences between imported rubber hose vs Indian options: Parameter Indian Rubber Hoses Imported Rubber Hoses Manufacturing Standards IS, ISO, SAE, EN compliant ISO, SAE, EN, DIN compliant Customization High — made to order Limited or high MOQ Price Significantly lower Higher due to duties and shipping Delivery Time 2–7 days typically 4–12 weeks or more After-Sales Support Strong local support Limited in India Spare Availability Readily available Dependent on stock and imports MOQ Requirements Flexible, low MOQ Often high MOQ Suitability for Indian Conditions Designed/tested locally Not always optimized Manufacturing Standards Both Indian and imported hoses can meet the same international standards. What matters is whether the specific manufacturer you are buying from actually tests and certifies to those standards — not just claims to. Customization Options Indian rubber hose manufacturers offer a strong advantage in customization: special lengths, specific end fittings, non-standard inner diameters, and application-specific compounds can be produced quickly without large minimum order quantities. Imported hoses typically come in fixed catalogue sizes, and custom orders involve long lead times and high MOQs. Price Difference This is significant. Indian-made hoses are generally 30–60% less expensive than imported equivalents before accounting for shipping, import duties (which can add 15–25% to CIF value), port handling, and inland freight. For large-volume procurement, this difference is substantial. Delivery Time A local Indian supplier can deliver within days. Imported hoses involve ocean freight (4–8 weeks), customs clearance, and last-mile logistics. For maintenance situations or urgent replacements, imported hoses create operational risk. After-Sales Support When something goes wrong — wrong size, batch issue, fitting problem — local support is invaluable. Indian suppliers can respond quickly with replacements, technical advice, and on-site support where needed. Imported brands typically have limited or no direct support infrastructure in India. Why Indian Rubber Hose Manufacturers Are Becoming a Strong Choice Rubber hose manufacturing in India has matured significantly over the past decade. Here is what is driving the change: Technology upgrades: Indian manufacturers have invested in modern extrusion lines, wire braiding machines, and vulcanization systems
Industrial Hose Safety Guidelines: Complete Guide for Safe Hose Handling, Installation & Inspection
Industrial hoses are critical components in almost every manufacturing, processing, and heavy-duty industrial environment. They are used daily for transferring air, water, steam, chemicals, oil, fuel, slurry, food-grade materials, hydraulic fluids, and many other media — often under high pressure and in demanding conditions. Following proper industrial hose safety guidelines is not optional. It is a practical necessity that protects workers, equipment, and the business itself. Factory hose safety begins with selecting the right hose and continues through correct installation, routine inspection, safe handling, and timely replacement. When hose safety is ignored, the consequences can be serious. Poor hose selection, wrong installation, overpressure, improper handling, lack of inspection, or using a damaged hose can lead to leakage, hose burst, chemical exposure, fire hazards, equipment damage, production downtime, and worker injuries. This complete guide covers industrial hose safety tips, pressure safety, installation best practices, inspection checklists, maintenance guidance, and factory safety compliance requirements for all types of industrial rubber hose applications. What Are Industrial Hose Safety Guidelines? Industrial hose safety guidelines are practical rules and best practices for selecting, installing, handling, inspecting, storing, and maintaining hoses used in industrial applications. These guidelines help prevent hose leakage, burst, pressure accidents, chemical exposure, equipment failure, and workplace injuries. In simple terms, these guidelines define how an industrial hose should be chosen for the right job, how it should be connected and routed, how it should be used safely under pressure, and when it should be replaced before it becomes a hazard. Industrial safety guidelines for hoses cover the entire hose life cycle — from the moment you select a hose for a specific application to the moment you retire it from service. Industrial hose best practices are built on years of practical experience and are designed to maximise hose performance while minimising the risk of accidents. Rubber hose safety standards may vary based on hose type, application, pressure rating, temperature range, and local safety regulations. Always refer to the hose manufacturer’s technical data and relevant industry standards for your specific use case. Why Factory Hose Safety Is Important Factory environments involve constant movement of pressurised fluids, hot steam, corrosive chemicals, flammable fuels, abrasive slurries, and compressed air. Industrial hoses carry these media between machines, tanks, pumps, and systems — and a single point of failure can trigger a chain of consequences. Factory hose safety matters for these key reasons: Industrial hoses carry pressurised fluids, chemicals, steam, oil, fuel, slurry, and abrasive material that can cause serious harm if released unexpectedly. A small mistake — a loose fitting, an unsupported bend, or an expired hose — can escalate into a major safety incident. Hose failure can halt production immediately, causing costly downtime. Leakage can damage machines, floors, surrounding equipment, and finished products. A burst hose under pressure can injure or kill workers nearby. Chemical leakage creates burn risks, inhalation hazards, and environmental compliance issues. Proper hose safety extends service life and reduces replacement and maintenance costs. Safe hose practices are fundamental to factory safety compliance and passing regulatory audits. Following industrial hose safety guidelines consistently across a facility is not just about avoiding accidents. It reflects the overall standard of professionalism, care, and operational discipline in a factory. Common Risks of Unsafe Industrial Hoses Hose Burst Due to Overpressure Every hose is designed to operate within a specific pressure range. When a hose is subjected to pressures beyond its rated working pressure — or when pressure surges occur — the hose can fail suddenly and violently. Hose burst causes immediate fluid release under pressure, which can injure workers, damage equipment, and stop operations. Hose pressure safety is therefore one of the most important aspects of hose management. Leakage from Poor Couplings or Fittings Incorrectly fitted or incompatible couplings are a leading cause of hose leakage. Loose clamps, wrong fitting sizes, or improper sealing materials allow fluids to escape at connection points. Over time, this leakage can damage surrounding structures, create slip hazards, and cause chemical contamination. Chemical Exposure Using a hose with an inner tube material that is not compatible with the chemical being transferred can cause the hose to deteriorate internally. The hose may swell, crack, or delaminate — and the chemical may leach through or cause a sudden failure. Workers can be exposed to toxic, corrosive, or flammable substances. Fire and Heat Hazards In oil, fuel, and steam applications, an unsafe hose can cause fluid leakage near ignition sources or hot surfaces, increasing fire risk. Hose handling safety in these environments requires extra care and the use of hoses with flame-resistant outer covers and appropriate temperature ratings. Abrasion, Kinking, and Twisting Hoses that rub against sharp edges, vibrate against metal surfaces, or are bent beyond their minimum bend radius wear out faster. Twisting a hose during installation stresses the reinforcement layers. Over time, these physical stresses reduce hose strength and can cause premature failure. Worker Injury and Downtime A whipping hose under pressure, a chemical spill, or a steam burn can injure workers seriously. Beyond the human cost, hose-related incidents cause production stoppages, investigation time, equipment repair, and increased insurance costs. Preventing these incidents through industrial hose safety tips is always more cost-effective than dealing with the consequences. Industrial Hose Selection Safety Guidelines Safety begins before the hose is installed. Choosing the right hose for the right application is the foundation of all industrial hose safety guidelines. Here is what to check when selecting an industrial hose: Match the hose to the application. A hose designed for water delivery should not be used for chemical transfer. Check media compatibility. Confirm the inner tube material is compatible with the fluid being transferred — including concentration, temperature, and flow rate. Check working pressure and burst pressure. The hose’s working pressure must be higher than the maximum system pressure. Check temperature rating. The hose must be able to handle both the minimum and maximum temperatures of the media and the environment. Choose the right inner tube material. For chemicals, use PTFE or chemically resistant

Chemical Resistant Rubber Hose for Safe Industrial Chemical Transfer
Handling industrial fluids requires precision, safety, and the right equipment. A chemical resistant rubber hose is essential for industries managing acids, alkalis, solvents, corrosive liquids, and other harsh industrial chemicals. Using the correct hose prevents dangerous leaks, rapid corrosion, costly downtime, and severe safety risks to your workforce. When you select the appropriate chemical hose pipe, you ensure a smooth, secure, and highly efficient fluid transfer process that protects both your personnel and your bottom line. What Is a Chemical Resistant Rubber Hose? A chemical resistant rubber hose is a specialized industrial tube designed specifically for the safe transfer of aggressive chemicals in demanding environments. Unlike standard water or air hoses, these hoses feature robust construction engineered to withstand chemical attacks from acids, alkalis, solvents, and corrosive fluids. The primary difference between a normal rubber hose and a chemical hose pipe lies in the inner tube lining and overall structural reinforcement. Standard rubber degrades quickly when exposed to harsh industrial fluids, leading to swelling, cracking, or complete structural failure. In contrast, a rubber hose for chemicals uses advanced synthetic materials that resist chemical degradation. The inner lining acts as an impermeable barrier, while the strong reinforcement layers ensure the hose can handle high-pressure applications. This specialized design plays a vital role in safe and efficient chemical handling across various industrial sectors. Why Chemical Resistance Is Important Using normal hoses for chemical transfer is a dangerous and costly mistake. Chemical attack can rapidly destroy ordinary hoses, dissolving the rubber and compromising the structural integrity of the tube. When you use a non-specialized hose for aggressive fluids, you face several severe risks: Risk of Leakage and Spills: Degraded hoses easily rupture, spilling hazardous chemicals onto the facility floor or into the environment. Corrosion and Hose Failure: Harsh acids and solvents eat away at standard rubber, leading to sudden and catastrophic hose failure. Safety Risks for Workers: Chemical bursts can cause severe burns, respiratory issues, and other dangerous injuries to your employees. Damage to Machines and Production Lines: Spilled chemicals can corrode nearby machinery, ruining expensive equipment and halting production. To mitigate these risks, industrial operations require a reliable corrosion resistant hose. Investing in specialized industrial chemical hoses ensures your operations remain safe, compliant, and continuously productive. Key Features of Chemical Hose Pipe A high-quality chemical hose pipe comes with specific features designed to handle extreme industrial conditions. When evaluating a chemical resistant rubber hose, look for these essential characteristics: High Resistance to Acids and Alkalis: Built to endure both low and high pH levels without degrading. Corrosion-Resistant Inner Lining: Features a smooth, specialized inner tube that prevents chemical penetration. Flexible Rubber Body: Allows for easy maneuvering and installation in tight or complex industrial spaces. Strong Reinforcement: Utilizes synthetic fabrics or wire helixes to handle high-pressure environments. Abrasion-Resistant Outer Cover: Protects the hose from external wear, dragging, and environmental damage. Weather and Ozone Resistance: Ensures the hose does not crack or degrade when exposed to outdoor elements. Leak-Proof Performance: Engineered for secure connections with industrial fittings to prevent hazardous drips. Temperature Resistance: Capable of maintaining structural integrity in extreme hot or cold chemical transfers. Suitable for Suction and Discharge: Reinforced with wire to prevent collapse under vacuum pressure. Long Service Life: Durable construction reduces the frequency of replacements and lowers long-term operational costs. Materials Used in Chemical Resistant Rubber Hose The effectiveness of an industrial chemical hose depends entirely on its construction materials. Manufacturers use specific synthetic rubbers and polymers to ensure broad chemical compatibility. Common inner lining materials include: EPDM (Ethylene Propylene Diene Monomer): Highly effective for handling acids, alkalis, and many water-based chemicals. It also offers excellent weather and ozone resistance. UHMWPE / UPE (Ultra-High Molecular Weight Polyethylene): Used for aggressive chemical transfer. This lining can handle nearly 98% of all common industrial chemicals, making it highly versatile. XLPE (Cross-Linked Polyethylene): A strong choice for a wide range of acids, alkalis, and solvents, providing excellent structural stability. Synthetic Rubber Options: Tailored based on specific chemical compatibility requirements for targeted industrial processes. To handle pressure and maintain shape, these hoses use robust reinforcement layers. Depending on the pressure requirements, a hose might feature textile braid, wire braid, or a steel wire helix. A steel helix is particularly important if the hose is used for suction applications, as it prevents the hose from collapsing inward. Material selection depends entirely on your specific application. You must base your choice on the type of chemical, chemical concentration, fluid temperature, working pressure, and whether you require suction or discharge capabilities. Always verify chemical compatibility before finalizing your selection. Types of Chemical Resistant Rubber Hoses Different chemicals require different hose formulations. Understanding the specific types of hoses available helps you make a safer, more effective choice. Acid Resistant Rubber Hose An acid resistant rubber hose is engineered specifically for transferring acidic liquids, diluted acids, and corrosive chemical solutions. You will commonly find these hoses in chemical processing plants, metal finishing facilities, and fertilizer manufacturing units. Acid compatibility matters greatly because acidic media can rapidly eat through standard rubber. The specialized inner lining ensures the acid flows safely without breaking down the hose wall, providing significant safety benefits for facility operators. Alkali Resistant Hose An alkali resistant hose is designed to handle caustic and alkaline solutions, such as sodium hydroxide or potassium hydroxide. These hoses see frequent use in processing plants, chemical cleaning operations, and industrial liquid handling. Maintaining long-term resistance to alkaline media is critical, as bases can cause normal rubber to harden, crack, and eventually burst. Chemical Transfer Hose A chemical transfer hose serves as a versatile conduit for the safe movement of acids, alkalis, solvents, and other industrial chemicals. Operations use these hoses for tanker loading and unloading, plant-to-plant fluid movement, and production line chemical supply. They are built for rigorous daily use, ensuring fluids move securely from storage tanks to processing units. Industrial Chemical Hose An industrial chemical hose is a heavy-duty option used in large-scale environments like chemical plants, refineries, petrochemical units,